


In der schweißtechnischen Forschung hat sich der WeldAnalyst als Messsystem für schweißtechnische Prozesse in Lehre und Forschung etabliert.
Insbesondere der universelle Charakter des Systems in Verbindung mit den verschiedenen Messsensoren für alle Schweißverfahren ermöglicht den Einsatz in der Ausbildung von Studenten und schweißtechnischen Fachpersonal ebenso wie in der Grundlagenforschung.
Der WeldAnalyst lässt sich mit verschiedenen Hochgeschwindigkeitskameras betreiben, wobei synchron zum Video die Prozessparameter ausgewertet werden können. Damit ist der WeldAnalyst zur Untersuchung grundlegender lichtbogenphysikalischer Phänomene geeignet.
Durch die integrierte Versuchsverwaltung werden umfangreiche Schweißversuchsreihen optimal unterstützt.
Referenzen:
- SLV Halle
- SLV München
- SLV Duisburg SLV Hannover
- IfW Jena Schweißinstitute in Frankreich, Japan, China, Niederlande, Rumänien, Polen, Finnland
- Uni Magdeburg
- Uni Chemnitz
- Uni Aachen
- BAM Berlin
- Uni Stuttgart
Bei vielen Messtechnikaufgabenstellungen zur schweißtechnologischen Entwicklung und Geräteoptimierung wird der WeldAnalyst eingesetzt. Besonders die Kopplung mit modernen Hochgeschwindigkeitskameras erlaubt die Bewertung des Schweißprozesses.
In der Brennerentwicklung werden Hochgeschwindigkeitsaufnahmen mit einer Schlierenoptik in Verbindung mit der synchronen Parameterdarstellung verwendet.
Langzeitmessungen, auch über mehrere Stunden mit kompletter Dokumentation aller Schweißparameter, aber auch zusätzlicher Temperaturen für Lastuntersuchungen für Schweißbrenner und Schweißgeräte sind ein weiteres Einsatzfeld.

Referenzen:
- verschiedene Schweißgerätehersteller
- verschiedene Zusatzwerkstoffhersteller
Verschiedene Anwendungen für das Lichtbogen- und Widerstandsschweißen mit und ohne Hochgeschwindigkeitskamera wurden realisiert.
Neben serienbegleitenden Langzeituntersuchungen werden HKS-Messsysteme häufig zur Prozessoptimierung und Erprobung neuer Schweißtechnologien eingesetzt.
Referenzen:
- Audi
- BMW
- Daimler
- Nissan
- Volkswagen
Im Bereich Luft- und Raumfahrt stehen häufig Forderungen nach einer kompletten Dokumentation der Schweißung im Vordergrund.
Die Aufzeichnung aller Prozessparameter und Berechnung und Aufzeichnung der dynamischen Kennwerte kann dabei synchron zu den Videostream einer Beobachtungskamera erfolgen. Der Schweißprozess kann dabei mehrere Stunden lang sein und wird komplett dokumentiert.
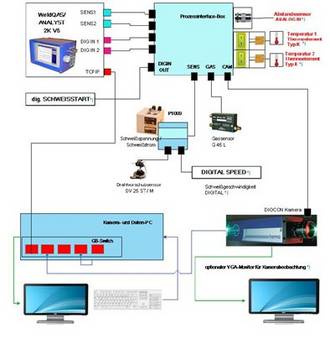
Applikationsbeispiel: Prozessdokumentation
Prozessparameter:
- Schweißstrom
- Schweißspannung
- Gasdurchfluß
- Drahtvorschub
- Brennerabstand
- Temperaturen
- Schweißgeschwindigkeit
Dynamikparameter:
- Pulsfrequenz AC
- Pulsstrom
- Grundstrom
- Pulsfrequenz
- Pulsbreite
- Videoaufzeichnung des Prozesses 80 fps
Verschiedene Anwendungen für das Lichtbogenschweißen mit und ohne Unterstützung einer Hochgeschwindigkeitskamera wurden realisiert.
Lösungen mit bis zu 5 Schweißbrennern für spezielle Unterpulverschweißprozesse oder die Unterstützung umfangreicher Schweißversuchsreihen sind nur einige Beispiele aus diesem Bereich.
Referenzen:
- TATA Steel
- Salzgitter
- Arcelor Mittal
- Outokumpu
- Avesta
- Thyssen Steel
Kraftmessung beim Punktschweißen mit FaserBraggSensoren
Eine alternative Möglichkeit zur Kraftmessung beim Widerstandspunktschweißen stellen die am Günter-Köhler-Institut für Fügetechnik und Werkstoffprüfung (ifw) in Jena entwickelten Faser-Bragg-Gitter-Sensoren (FBGS) als Dehnungssensorkonstruktion dar. In Zusammenarbeit mit einem Industriekunden wird diese Sensorkonstruktion erprobt. Die Messwertaufarbeitung erfolgt dabei im WeldAnalyst. Vergleichende Untersuchungen mit konventionellen Kraftsensoren bestätigen dabei die höhere Messdynamik und Genauigkeit.