
Mit dem ThermoProfilScanner können Schweißunregelmäßigkeiten aus dem Temperaturfeld der erstarrenden, noch glühenden Schweißnaht erfasst werden. Da die Ausprägung des Temperaturfeldes und die Nahtqualität unmittelbar zusammenhängen, sind Nahtunregelmäßigkeiten wie Einbrand, Versatz, Löcher etc.) sicher erkennbar. Der ThermoProfilScanner ist ein Bestandteil des Überwachungssystems WeldQAS.
Der ThermoProfilScanner ist eine optische Wärmezeilenmesseinrichtung, die die Temperatur auf einer Linie bis zu 400 mal pro Sekunde erfasst. Der patentierte Aufbau unterscheidet sich grundsätzlich von Wärmezeilenkameras, ist glaslos und für den Dauereinsatz in der Nähe der Schweißprozesse geeignet. Die Messung erfolgt durch einen Schlitz (18*1 mm), der automatisch bei fehlendem Schutzgas verschlossen ist. Durch diese Voraussetzungen ist es möglich, eine angewandte Thermografie der sich abkühlenden Schweißnaht durchzuführen.


Eine herausragende Bedeutung hat der Thermoprofilscanner in der Endlosrohrfertigung bei verschiedenen Schweißverfahren (Hochfrequenzinduktion, WIG, Plasma, Laser) erreicht, er ist dort der Wirbelstromprüfung deutlich überlegen.
Aber auch bei der diskontinuierlichen Fertigung eröffnet dieses System neue Möglichkeiten der Erkennung von Schweißunregelmäßigkeiten. Es stellt Schweißunregelmäßigkeiten unmittelbar fest und ermöglicht eine Einbrandkontrolle, wodurch die visuelle Beurteilung der Nahtoberflächen ( z.B. Laserscanning) übertroffen wird.

Jede Messung ergibt ein Temperaturprofil quer zur Naht, durch die Schweißbewegung entsteht ein Wärmebild. Die Messung dieser Temperaturen ermöglicht Rückschlüsse auf die Wärmeleitung im Werkstück. Man kann damit sowohl oberflächliche Effekte (Einbrandkerben, Lage der Schweißnaht, offene Poren, Löcher etc) als auch innere Effekte wie Wurzelausbildung, Einbrandtiefe, Symmetrie des Einbrandes ermitteln.
Die digitalisierten Wärmeprofile werden dazu an das Gerät WeldQAS übertragen. Hier erfolgt die Auswertung jedes einzelnen Profils, die Speicherung, die Darstellung und die Überwachung.

Dazu werden aus jedem Wärmeprofil Kennwerte ermittelt, wie Symmetrie, Breite einer Wärmezone, Maximaltemperatur und andere. Gleichzeitig erfolgt ein Vergleich mit vorher eingelernten bzw. eingestellten Sollwerten und Toleranzen.
Bei Überschreiten der Toleranzschwellen werden Warnsignale ausgegeben, die fehlerhafte Stellen können markiert und der Schweißprozess gestoppt werden. Die Wärmebilder und die daraus berechneten Merkmale werden im WeldQAS gespeichert und sind den Schweißnähten zuordenbar.

- für alle Schweißverfahren für Stahl/Edelstahl und bei Zugänglichkeit zur abkühlenden Schweißnaht
- Hochfrequenzinduktionschweißen, MAG, WIG, Plasma, Laser, etc.
- bis zu 180 m/min Schweißgeschwindigkeit
- Dauereinsatz in stark kontaminierter Umwelt (Schweißrauche, Schweißspritzer, Wasserdampf etc.) wird ermöglicht durch:
- Glasfreie Konstruktion
- Gasspülung und Crossjet
- Antihaftkonzept gegen Schweißspritzer
- integrierte Wasserkühlung
- selbst reinigende Optik
entsprechend der Einsatzgebiete für:

WIG-Prozesse (Standardausstattung) Laserschweißen
- fokussierte Optik
- optische Filter

Hochfrequenzinduktionschweißen
- zusätzliches Schutzgehäuse
- spezieller Schlauchpaketschutz

MIG/MAG-Prozesse
- robotertaugliche Verkabelung
- spezielles Schutzgehäuse
- selbstreinigende Optik

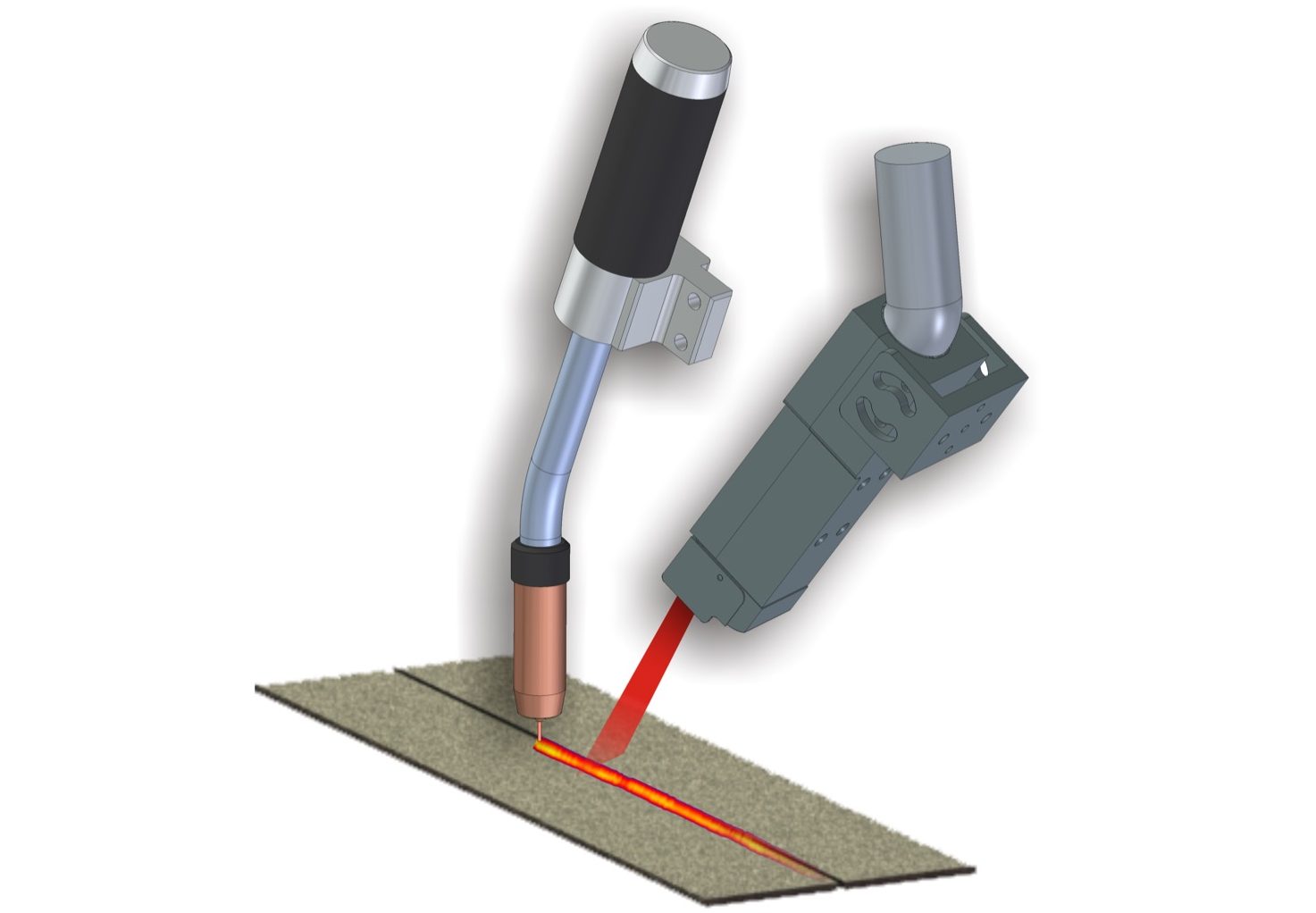
Der TPS-Messkopf wird in Schweißrichtung hinter dem Schweißpunkt mittels einer Halterung angebracht. Er ist über ein Schlauchpaket fest mit der Versorgungseinheit verbunden, die weiter aus der unmittelbaren Schweißzone entfernt angebracht wird (3 m Schlauchpaket).
Die Messdaten werden über eine digitale Verbindung an ein WeldQAS-Gerät übertragen, dass die Auswertungen und die Speicherung vornimmt.
Abmessung TPS-Versorgungseinheit: L = 180 mm x B = 150 mm x H = 60 mm (ohne Steckverbinder)
Gewicht TPS-Versorgungseinheit: ca. 1,5 kg
Gewicht TPS-Messkopf: ca. 300 g (ohne Kabel und Montageösen)
zulässige Schweißgeschwindigkeiten: bis zu 180 m/min
Scannfrequenz: 100, 200, 400 Profile pro Sekunde
Arbeitsabstand: bis zu 200 mm
erfassbarer Temperaturbereich: 650 bis 1350 °C
Auflösung: 0,9 mm (0,6 mm)
erfassbare Nahtbreite: bis 21 mm
Einsatztemperatur TPS-Versogungseinheit: 0 bis 70 °C
Einsatztemperatur TPS-Messkopf: am Schweißkopf auftretende Temperaturen (Wasserkühlung vorausgesetzt)
WIG/Plasma-HF-Tauglichkeit: Ja